-


Model:
+86 131-4173-2687(WhatsApp)
ইউনিফর্ম বাঁক নিশ্চিত করতে কোনও প্লেট রোলিং মেশিনে রোল ফাঁকটি কীভাবে সামঞ্জস্য করবেন
2025-10-03
ফ্ল্যাট স্টিল প্লেট থেকে পুরোপুরি নলাকার বা শঙ্কু আকার অর্জন করা যে কোনও প্লেট রোলিং অপারেশনের প্রাথমিক লক্ষ্য। এই লক্ষ্যে সর্বাধিক সাধারণ এবং হতাশার প্রতিবন্ধকতা হ'ল বেমানান বাঁকানো, যার ফলে এক প্রান্তে ফ্ল্যাট স্পট বা একটি উচ্চারিত সর্পিল মোচড় দিয়ে একটি আকার তৈরি হয়। এই ত্রুটিগুলির মূল কারণটি প্রায় সর্বদা একটি ভুল সেট বা অসঙ্গতভাবে রক্ষণাবেক্ষণ রোল গ্যাপের মধ্যে থাকে।
"কেন" বোঝা: ব্যবধান এবং বক্রতার মধ্যে সম্পর্ক
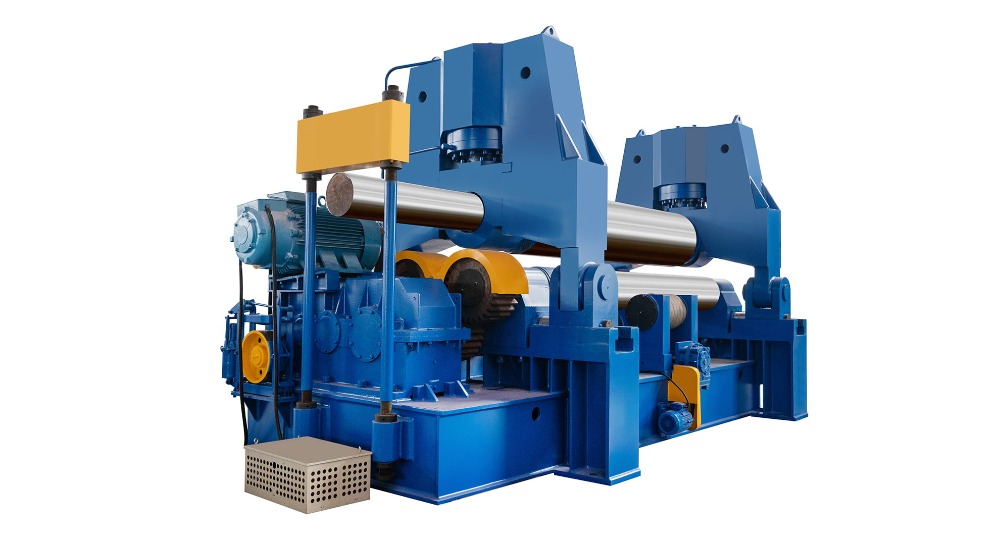
স্পর্শ করার আগে প্লেট রোলিং মেশিন , আপনি কী নিয়ন্ত্রণ করছেন তা বোঝা গুরুত্বপূর্ণ। রোল গ্যাপ - বিশেষত শীর্ষ রোল এবং নীচের রোলগুলির মধ্যে দূরত্ব - সরাসরি চূড়ান্ত ব্যাস সেট করে না। পরিবর্তে, এটি নির্ধারণ করে বেন্ড ব্যাসার্ধ যোগাযোগের বিন্দুতে প্লেটকে দেওয়া।
একটি ছোট রোল গ্যাপ প্লেটটিকে আরও মারাত্মকভাবে বিকৃত করতে বাধ্য করে, যার ফলে একটি শক্ত বাঁক ব্যাসার্ধ (একটি ছোট সিলিন্ডার) হয়।
একটি বৃহত্তর রোল গ্যাপ প্লেটটিকে কম বিকৃত করার অনুমতি দেয়, যার ফলে বৃহত্তর বাঁক ব্যাসার্ধ হয় (একটি বৃহত্তর সিলিন্ডার)।
অভিন্ন সিলিন্ডারের জন্য, এই বাঁক ব্যাসার্ধটি অবশ্যই প্লেটের এক প্রান্ত থেকে অন্য প্রান্তে অভিন্ন হতে হবে। যদি ফাঁকটি ডান দিকের চেয়ে বাম দিকে আরও প্রশস্ত হয় তবে বাম দিকটি ডানার চেয়ে চাটুকার হবে।
প্রয়োজনীয় প্রাক-সমন্বয় চেকলিস্ট
সাফল্য প্রস্তুতির উপর জড়িত। এই পদক্ষেপগুলি এড়িয়ে যাওয়া সুনির্দিষ্ট ফাঁক সামঞ্জস্যকে অসম্ভব করে তুলবে।
1। মেশিনের শর্ত যাচাই করুন:
পরিদর্শন: অতিরিক্ত খেলার জন্য পরীক্ষা করুন বা রোল বিয়ারিং এবং সামঞ্জস্য ব্যবস্থায় পরিধান করুন। যে কোনও op ালু অসঙ্গতির দিকে পরিচালিত করবে।
রোল পরিষ্কার -পরিচ্ছন্নতা: সমস্ত রোলগুলি ময়লা, স্কেল বা ওয়েল্ড স্প্যাটার মুক্ত কিনা তা নিশ্চিত করুন। ধ্বংসাবশেষের একটি ছোট টুকরা পুরো ফাঁক সেটিংটি ফেলে দিতে পারে।
প্রান্তিককরণ: নিশ্চিত করুন যে সমস্ত রোলগুলি একে অপরের সমান্তরাল। মিসিলাইনড রোলগুলি শঙ্কু আকারের একটি প্রাথমিক কারণ (অন্যের চেয়ে এক প্রান্তে বড়)।
2। উপাদান বুঝতে:
বেধের ধারাবাহিকতা: বেশ কয়েকটি পয়েন্টে প্লেটের বেধ পরিমাপ করুন, বিশেষত প্রান্তগুলির কাছে। প্লেট স্টকের জন্য সামান্য টেপার থাকা অস্বাভাবিক কিছু নয় (উদাঃ, এক প্রান্তে 19.8 মিমি, অন্যদিকে 20.2 মিমি)। এই প্রকরণটি পুরোপুরি সেট ব্যবধান সহ অসামঞ্জস্যপূর্ণ বাঁক সৃষ্টি করবে।
উপাদান বৈশিষ্ট্য: উপাদানের ফলন শক্তি সম্পর্কে সচেতন হন। নরম উপকরণগুলির মতো একই বাঁক ব্যাসার্ধ অর্জনের জন্য আরও কঠোর উপকরণগুলির জন্য আরও চাপ (একটি ছোট কার্যকর ফাঁক) প্রয়োজন।
3 ... সমালোচনামূলক প্রথম পদক্ষেপ: একটি তাত্ত্বিক শূন্য পয়েন্ট সেট করা
প্লেটটি লোড করার আগে আপনাকে অবশ্যই একটি বেসলাইন স্থাপন করতে হবে।
উভয় নীচের রোলগুলির সাথে দৃ recomment ় যোগাযোগ না করা পর্যন্ত আস্তে আস্তে শীর্ষ রোলটি নামিয়ে আনুন।
এটি আপনার "শূন্য পয়েন্ট"। এই মুহুর্তে ডিজিটাল রিডআউট বা যান্ত্রিক স্কেল শূন্যে সেট করা উচিত। যদি আপনার মেশিনের এই বৈশিষ্ট্যটির অভাব থাকে তবে সাবধানতার সাথে অবস্থানটি চিহ্নিত করুন।
এখন, আপনি যখন কাঙ্ক্ষিত ফাঁক (যেমন, প্লেট বেধ এবং একটি ছোট ছাড়পত্র) শীর্ষে রোলটি উত্থাপন করেন, আপনি একটি পরিচিত, পুনরাবৃত্তিযোগ্য রেফারেন্স থেকে শুরু করছেন।
ধাপে ধাপে ফাঁক সামঞ্জস্য পদ্ধতি
অভিন্ন ফাঁকে ডায়াল করতে এই পদ্ধতিগত প্রক্রিয়াটি অনুসরণ করুন।
পদক্ষেপ 1: প্রাথমিক প্রতিসম ফাঁক সেটিং
আপনার প্রারম্ভিক ফাঁক গণনা করুন। থাম্বের একটি সাধারণ নিয়ম শীর্ষ রোল ফাঁকটি সেট করা হয় উপাদান বেধের 1.1 থেকে 1.3 গুণ । 20 মিমি প্লেটের জন্য, আপনি 22 মিমি ফাঁক দিয়ে শুরু করবেন। এটি প্রাক-বাঁকটি শুরু করার সময় অতিরিক্ত শক্তি ছাড়াই প্লেট খাওয়ানোর জন্য পর্যাপ্ত ছাড়পত্র সরবরাহ করে।
এই গণনা করা উচ্চতায় শীর্ষ রোলটি উত্থাপন করুন, উভয় পক্ষেই সামঞ্জস্যতা সমান কিনা তা নিশ্চিত করে। রোলগুলির বাম এবং ডান উভয় প্রান্তে শারীরিকভাবে ফাঁক পরিমাপ করতে একটি ফেইলার গেজ বা ক্যালিপারগুলির একটি সেট ব্যবহার করুন। এই পর্যায়ে কেবল মেশিনের স্কেলের উপর নির্ভর করবেন না।
পদক্ষেপ 2: প্রথম প্রাক-বাঁক এবং পরিমাপ
সীসা প্রান্তটি শীর্ষ রোলের ঠিক শেষ না হওয়া পর্যন্ত মেশিনে প্লেটটি খাওয়ান।
শীর্ষস্থানীয় এবং পিছনে উভয় প্রান্তে প্রথম প্রাক-বাঁকটি সম্পাদন করুন। প্রাথমিক চিমটি মেশিনের জন্য, এর অর্থ এক প্রান্তটি বাঁকানো, তারপরে অন্যটি বাঁকানোর জন্য প্লেটটি বিপরীত করা।
সিলিন্ডারটি এখনও সম্পূর্ণ করবেন না। আপনার লক্ষ্য উভয় প্রান্তে দুটি প্রতিসম বাঁক তৈরি করা।
পদক্ষেপ 3: "রক টেস্ট" এবং ভিজ্যুয়াল পরিদর্শন
এটি সবচেয়ে সমালোচনামূলক ডায়াগনস্টিক পদক্ষেপ।
একটি সমতল পৃষ্ঠ বা একটি পরিচিত-ভাল রেফারেন্স সিলিন্ডারে প্রাক-বেন্ট প্লেটটি রাখুন।
আলতো করে প্লেটটি রক করুন। পর্যবেক্ষণ:
এটা কি পাশ থেকে একপাশে রক করে? এটি নির্দেশ করে যে বাঁক ব্যাসার্ধটি প্রতিটি পাশে আলাদা - ফাঁকটি অসম।
এটি কি নীচে ধারাবাহিক ফাঁক দিয়ে সমতল বসে? এটি ইঙ্গিত দেয় যে বাঁকগুলি প্রতিসম হয়।
এছাড়াও, প্লেট এবং আপনার রেফারেন্স পৃষ্ঠের মধ্যে ব্যবধানটি দৃশ্যত মূল্যায়ন করুন। একটি টেপারিং ফাঁক একটি বেমানান রোল ব্যবধানের একটি পরিষ্কার চিহ্ন।
পদক্ষেপ 4: সূক্ষ্ম সুরযুক্ত সংশোধন করা
রক পরীক্ষা থেকে আপনার অনুসন্ধানের ভিত্তিতে:
যদি এক দিক চাটুকার হয় (বৃহত্তর ব্যাসার্ধ থাকে): রোল গ্যাপটি সেই দিকে খুব বড় ছিল। আপনার প্রয়োজন সেই নির্দিষ্ট দিকে শীর্ষ রোলটি আরও কম করুন পরবর্তী পাস জন্য। একবারে ছোট ইনক্রিমেন্টে সামঞ্জস্য করুন - 0.1 মিমি থেকে 0.2 মিমি।
যদি এক দিক আরও শক্ত হয় (একটি ছোট ব্যাসার্ধ থাকে): রোল গ্যাপটি খুব ছোট ছিল। আপনার প্রয়োজন শীর্ষ রোলটি সামান্য দিকে উত্থাপন করুন .
গুরুত্বপূর্ণ: প্রতিটি সামঞ্জস্যের পরে, আপনাকে অবশ্যই শীর্ষস্থানীয় প্রান্তটি আবার-বেনড করতে হবে এবং আবার রক টেস্টটি সম্পাদন করতে হবে। এই পুনরাবৃত্ত প্রক্রিয়াটি সাফল্যের মূল চাবিকাঠি।
পদক্ষেপ 5: চূড়ান্ত ঘূর্ণায়মান এবং যাচাইকরণ
প্রাক-বেন্ট প্রান্তগুলি পুরোপুরি প্রতিসাম্য হয়ে গেলে এবং প্লেটটি কোনও দোলনা ছাড়াই রক পরীক্ষায় পাস করে, আপনি সম্পূর্ণ সিলিন্ডারটি রোল করতে এগিয়ে যেতে পারেন।
বৃত্তটি বন্ধ করতে শীর্ষ রোলটিতে ধীরে ধীরে সামঞ্জস্য করে মেশিনের মাধ্যমে প্লেটটি পাস করুন।
একবার ঘূর্ণিত হয়ে গেলে, একটি চূড়ান্ত পরিদর্শন করুন। সর্বোত্তম অনুশীলন হ'ল ধারাবাহিকতার জন্য পরীক্ষা করার জন্য একটি টেম্পলেট বা একটি পরিধি টেপ ব্যবহার করা। সীমটি ld ালাই করুন এবং তারপরে গোলাকার টেবিলে বা লেজার স্ক্যানার দিয়ে সিলিন্ডারটি পরীক্ষা করুন।
সমস্যা সমাধানের সাধারণ সমস্যা
ব্যারেল আকার (মাঝখানে বৃহত্তর ব্যাস): এটি প্রায়শই রোল ডিফ্লেশন দ্বারা সৃষ্ট হয়। বাঁকানোর বিশাল চাপের ফলে রোলগুলি মাঝখানে কিছুটা মাথা নত করে, সেখানে একটি বৃহত্তর কার্যকর ফাঁক তৈরি করে। সমাধানটি হ'ল প্রাক-ক্যামবার (মুকুট) শীর্ষ রোলটি এই ডিফ্লেকশনটি মোকাবেলায় সামান্য, যদি আপনার মেশিনে এই বৈশিষ্ট্যটি থাকে।
ঘন্টাঘড়ি আকার (মাঝখানে ছোট ব্যাস): এটি কম সাধারণ তবে এটি পাতলা প্লেটের জন্য কোনও মেশিনে অতিরিক্ত প্রাক-ক্যামবারের কারণে হতে পারে।
অবিরাম সর্পিল/মোচড়: এটি প্রায় সর্বদা রোলগুলির মধ্যে একটি উল্লেখযোগ্য ভুল ধারণাগুলির একটি চিহ্ন। রোলগুলি সমান্তরাল নয়, যার ফলে প্লেটটি একটি কোণে "হাঁটা" হয়। এর জন্য মেশিনের নিজেই একটি বড় যান্ত্রিক সংশোধন প্রয়োজন।
উপসংহার: ধৈর্য এবং প্রক্রিয়া মূল
ইউনিফর্ম বাঁকানোর জন্য রোল ফাঁক সামঞ্জস্য করা কোনও একক ক্রিয়া নয় বরং পরিমাপ, পরীক্ষা এবং বর্ধিত সংশোধনের প্রক্রিয়া। প্রাক-বাঁক পর্যায়ে ছুটে যাওয়া সবচেয়ে সাধারণ ত্রুটি। একটি যাচাই করা শূন্য পয়েন্ট থেকে শুরু করে এবং আপনার সূক্ষ্ম সুরের জন্য গাইড করতে ধর্মীয়ভাবে রক টেস্ট ব্যবহার করে গ্যাপ নিয়ন্ত্রণের নীতিটি বোঝার মাধ্যমে আপনি ধারাবাহিকভাবে উচ্চ-মানের, অভিন্ন সিলিন্ডার এবং শঙ্কু উত্পাদন করতে পারেন। এই মৌলিক দক্ষতার দক্ষতা অর্জনে বিনিয়োগ করা সময় হ্রাস করা পুনর্নির্মাণ, কম উপাদান বর্জ্য এবং উচ্চতর চূড়ান্ত পণ্যগুলিতে লভ্যাংশ প্রদান করে








Copyright o Nantong Tengzhong মেশিনারি ম্যানুফ্যাকচারিং কোং, লি. All Rights Reserved.
