-
![ট্যান্ডেম সিএনসি প্রেস ব্রেক]()

Model:
+86 131-4173-2687(WhatsApp)
3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন
 1. এই ধরনের প্লেট উইন্ডিং মেশিনে প্লেট এন্ড প্রাক-নমনের কাজ আছে এবং প্রাক-নমনের অবশিষ্ট সোজা প্রান্তটি প্লেটের পুরুত্বের 2.5 গুণ কম।
1. এই ধরনের প্লেট উইন্ডিং মেশিনে প্লেট এন্ড প্রাক-নমনের কাজ আছে এবং প্রাক-নমনের অবশিষ্ট সোজা প্রান্তটি প্লেটের পুরুত্বের 2.5 গুণ কম।
2. EPS স্বয়ংক্রিয় বৈদ্যুতিন সমতলকরণ প্রযুক্তি, রিয়েল-টাইম মনিটরিং এবং রিয়েল-টাইম সামঞ্জস্য গ্রহণ করুন, স্বয়ংক্রিয়ভাবে উপরের রোলার সমতলতা সামঞ্জস্য করুন এবং উপরের এবং নীচের রোলারগুলিকে সমান্তরাল রাখুন।
3. এই ধরনের প্লেট ঘূর্ণায়মান মেশিনের অনন্য পোস্ট-নমন প্রক্রিয়া শেষে প্রাক নমন উপলব্ধি করতে পারে, একটি পিছনের কোণ ছাড়া অবিচ্ছিন্ন নমন, এবং নমন প্রক্রিয়া একটি সম্পূর্ণ ডিজিটাল ডিসপ্লে।
4. বড় আকারের এলসিডি টাচস্ক্রিন ডিজিটাল ডিসপ্লে, ম্যান-মেশিন ডায়ালগ কন্ট্রোল ইন্টারফেস, দক্ষ এবং স্বজ্ঞাত অপারেশন।
5. উপরের রোলারের স্থির ব্যাঘাতের ক্ষতিপূরণ নিম্ন রোলারের পরিবর্তনশীল ব্যাঘাতের ক্ষতিপূরণের সাথে মিলিত হয় যাতে ব্যাঘাত বিকৃতির প্রভাবকে কার্যকরভাবে কাটিয়ে উঠতে এবং পণ্যের সোজাতা উন্নত করতে পারে।
6. বিভিন্ন ওভারলোড এবং নিরাপত্তা সুরক্ষা ফাংশন, ইন্টারলকিং, স্বয়ংক্রিয় ফল্ট অ্যালার্ম এবং প্রম্পট সহ, কার্যকরভাবে ভুল অপারেশন প্রতিরোধ করতে পারে এবং সরঞ্জাম এবং অপারেটরদের সুরক্ষা রক্ষা করতে পারে।
7. উচ্চ শক্তি সামগ্রিক ঢালাই চ্যাসিস এবং বন্ধনী, শক্তিশালী গঠন, টেকসই. চ্যাসিস একটি ফ্রেম কাঠামো, উচ্চ টর্শন সেকশন সহগ, কম অ্যাঙ্কর বোল্ট এবং সুবিধাজনক ইনস্টলেশন এবং ডিবাগিং গ্রহণ করে।
8. পুরো ফ্রেমটি চাপ দূর করতে এবং কখনও বিকৃত না হওয়ার জন্য অ্যানিল করা হয়।
9. কাজ বেলন 42crmo অবিচ্ছেদ্য ফোর্জিং, টেম্পারিং পরে, কঠিনীকরণ প্রক্রিয়া quenching. রোলার উপাদান হল 45# ইস্পাত, টেম্পারড ট্রিটমেন্ট, কঠোরতা HB190~220।
10. হাইড্রোলিক ভালভ নির্বাচন সুপারপজিশন ভালভ সিরিজ, পাইপ লেআউট সহজ, বজায় রাখা সহজ এবং ডিবাগ করা।
| রোলার মাউন্টিং ডিভাইস উপরের রোলার ডিভাইসটি একটি উপরের রোলার, প্রধান তেল সিলিন্ডার, উপরের রোলার বিয়ারিং সিট এবং ডবল সারি সারিবদ্ধ বিয়ারিং দ্বারা গঠিত। |  |
| নিম্ন রোলার এবং অনুভূমিক চলন্ত ডিভাইস নিম্ন রোলার ডিভাইসটি একটি নিম্ন রোলার, নিম্ন রোলার ভারবহন আসন, নিম্ন রোলার স্লাইডিং বিয়ারিং, নিম্ন রোলার ইনপুট গিয়ার ইত্যাদির সমন্বয়ে গঠিত। |  |
| নিম্ন রোলার এবং অনুভূমিক চলন্ত ডিভাইস আইডলার ডিভাইসটি একটি আইডলার সংমিশ্রণ, তির্যক ওয়েজ মেকানিজম এবং সর্পিল মেকানিজম নিয়ে গঠিত। | 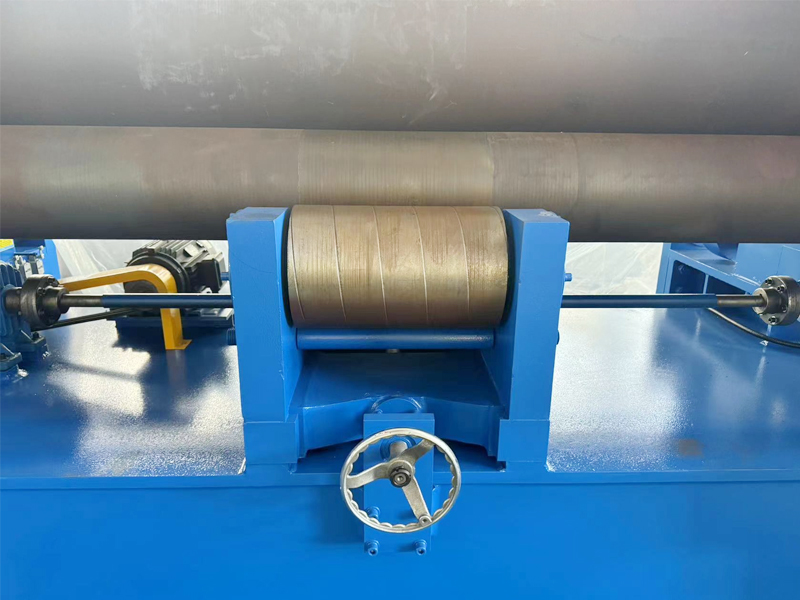 |
| প্রধান ড্রাইভ সিস্টেম প্রধান ড্রাইভ সিস্টেম প্রধান মোটর, রিডুসার, আউটপুট গিয়ার ইত্যাদির সমন্বয়ে গঠিত। |  |
| টিপিং ডিভাইস টিপিং ডিভাইসটি একটি পিন শ্যাফ্ট, একটি রাম, একটি টিপিং হাইড্রোলিক সিলিন্ডার, একটি সমর্থন ইত্যাদির সমন্বয়ে গঠিত।
◆ ব্যালেন্সিং ডিভাইস: ব্যালেন্সিং ডিভাইসে দুটি পুল রড এবং একটি ব্যালেন্সিং বিম থাকে। ◆ তাক: ঢালাই অংশ জন্য স্থির এবং উল্টানো ফ্রেম, ঢালাই কম্পন বার্ধক্য পরে চাপ চিকিত্সা অপসারণ. ফ্রেমটি হাইড্রোলিক সিলিন্ডার মাউন্ট করতে এবং উপরের রোল উপাদানগুলিকে অনুভূমিকভাবে সরাতে ব্যবহৃত হয়। ◆ বেস প্লেট: চ্যাসিস একটি বাক্স ঢালাই কাঠামো, একটি annealing চিকিত্সা. উপাদান ইনস্টল করতে ব্যবহৃত.
|  |
| হাইড্রোলিক সিস্টেম হাইড্রোলিক সিস্টেমটি একটি গিয়ার পাম্প, ভালভ গ্রুপ, তরল সংযোগকারী অংশ, জলবাহী সহায়ক অংশ ইত্যাদি নিয়ে গঠিত। ◆ বিভিন্ন সুরক্ষা: উপরের রোলের উত্থান এবং পতন যথাক্রমে চাপের সীমা হিসাবে ত্রাণ ভালভ দ্বারা সুরক্ষিত হয়৷
|  |
| বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থা বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থায় একটি বৈদ্যুতিক নিয়ন্ত্রণ ক্যাবিনেট, একটি অপারেশন টেবিল এবং একটি হাতে ধরা বোতাম বাক্স থাকে। | 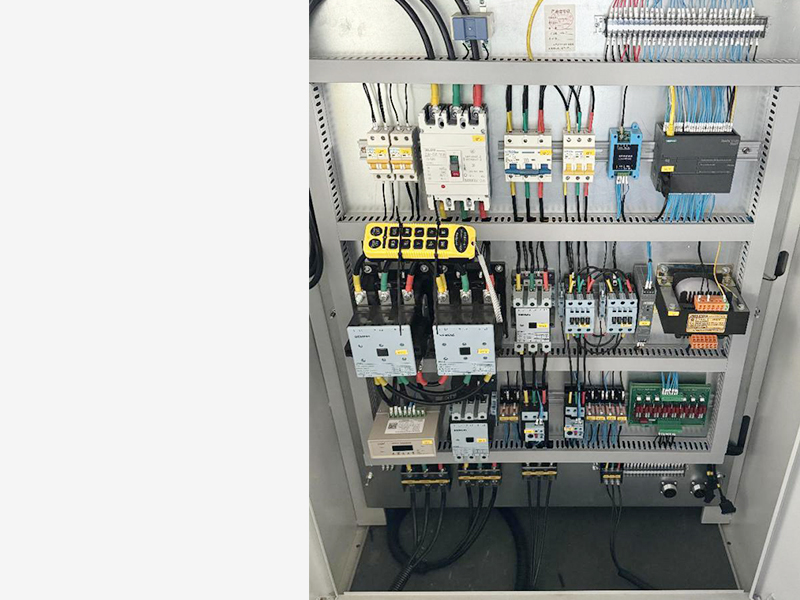 |
| সংখ্যাসূচক নিয়ন্ত্রণ ব্যবস্থা সিএনসি সিস্টেমে রিয়েল-টাইম মনিটরিং, ইন-প্লেস কন্ট্রোল এবং রোলিং প্রক্রিয়ায় ছোট বৈদ্যুতিক মেমরির কাজ রয়েছে। |  |
| উপরের রোলার ইউনিভার্সাল প্লেট রোলিং মেশিন মেশিনটি একটি ড্রাম-আকৃতির উপরের রোলার এবং একটি ছোট ব্যাসের নিম্ন রোলার গ্রহণ করে এবং নীচের রোলারের নীচের অংশটি একটি রোলার দ্বারা সমর্থিত যা উপরে এবং নীচে সামঞ্জস্য করা যায়। ◆ পুরু প্লেট রোলিং নিয়ন্ত্রণ: একটি পুরু প্লেট ঘূর্ণায়মান করার সময়, বেলনটি উঠে যায় এবং উপরের রোলারের অত্যধিক বিচ্যুতির জন্য ক্ষতিপূরণের জন্য একটি বিপরীত বিচ্যুতি তৈরি করতে নীচের রোলারকে বিপরীত চাপ দেয়, পণ্যের মাঝখানে এবং উভয় প্রান্তের মধ্যে একই বক্রতা ব্যাসার্ধ অর্জন করতে এবং পণ্যের অনুদৈর্ঘ্য যুগ্ম প্রস্থের অভিন্নতা ত্রুটি হ্রাস করুন। ◆ রোলড শীট নিয়ন্ত্রণ: শীটটি ঘূর্ণায়মান করার সময়, রোলারটি নেমে যায়, যাতে নিম্ন রোলারটি উপরের রোল আকৃতির প্রভাবের জন্য ক্ষতিপূরণ দেওয়ার জন্য কাজের চাপের ক্রিয়ায় একটি নির্দিষ্ট বিচ্যুতি তৈরি করতে পারে, যাতে পণ্যের ঘূর্ণায়মান বক্রতা ব্যাসার্ধের মাঝখানে এবং দুই প্রান্ত অর্জন করা হয়। অনুরূপ, পণ্য অনুদৈর্ঘ্য যুগ্ম প্রস্থ অভিন্নতা ত্রুটি হ্রাস. ◆ নিবন্ধের আকার: অনুদৈর্ঘ্য সীম প্রস্থের অভিন্নতা ত্রুটি ছোট। সঠিকভাবে সামঞ্জস্য করা হলে, পণ্যের মাঝখানে এবং উভয় প্রান্তের বক্রতা ব্যাসার্ধ বেশ কাছাকাছি, এবং উচ্চ নির্ভুলতা সহ পণ্য অনুদৈর্ঘ্য সীম প্রস্থ অভিন্নতা প্রাপ্ত করা যেতে পারে। ◆ ব্যাকবেন্ড: নিচের রোলারটি ঘোরার সময় উপরের রোলারটি নিচে চাপে; প্লেটের শেষ সরাসরি চাপ নমন গ্রহণ করে; কোন পিছনের কোণ নেই, অবশিষ্ট সোজা প্রান্তের শেষটি আদর্শ বৃত্তে নিয়ন্ত্রিত হয় এবং পণ্যটির গোলাকারতা বেশি। ◆ প্রতিসম নমন: নীচের রোলারটি ইতিবাচক এবং নেতিবাচকভাবে ঘুরছে, প্লেটের দুটি প্রান্তকে প্রাক-বাঁকিয়েছে এবং তারপরে প্রতিসাম্য ঘুরছে, পণ্যটির একটি সমকোণ রয়েছে, অবশিষ্ট সোজা প্রান্তটি নিয়ন্ত্রণ করা কঠিন, এবং পণ্যটির গোলাকারতা দুর্বল | 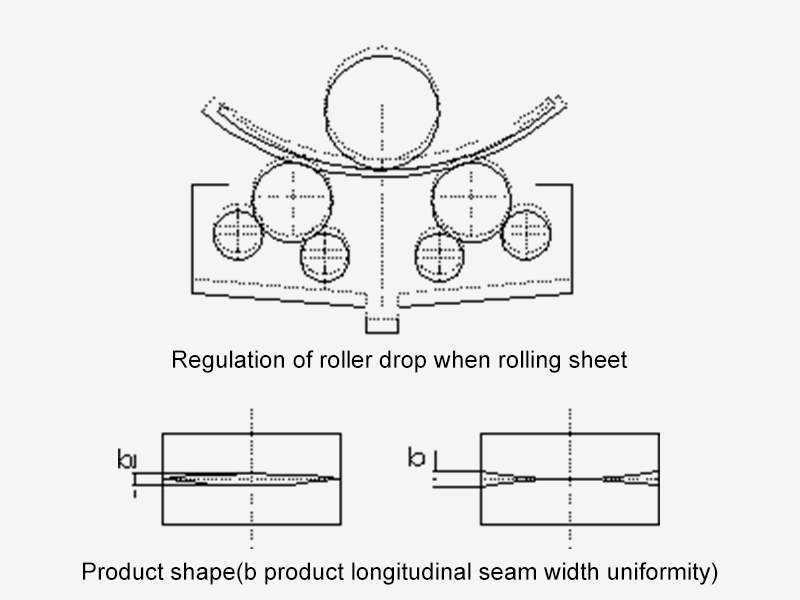 |
| উইন্ডিং প্রক্রিয়া ◆ শেষ বাঁক: ① উপরের এবং নীচের রোলারগুলির মধ্যে দূরত্ব আলাদা করা হয় (উপরের রোলারটি একটি অংশে উঠে যায়)। ◆ প্রতিসম নমন: ① উপরের রোলটিকে নীচের রোলের সাথে একটি প্রতিসম অবস্থানে সামঞ্জস্য করুন এবং তারপরে স্টিলের প্লেটে খাওয়ান৷ ◆ দি চার্জ: উপরের রোলটিকে মধ্যম উপরের সীমা অবস্থানে নিয়ে যান এবং টিপিং ফ্রেমটি অন্য অবস্থানে সরে না। এই সময়ে, ব্যালেন্সিং ডিভাইস উপরের রোল ভারসাম্য। টিপিং র্যাক টিপিং ডাম্প। |  |
| র্যাক রিসেট উপর টিপ বৃত্তাকার আর্ক ওয়ার্কপিস এবং অন্যান্য সাধারণ নমন ক্রিয়া ঘুরানোর সময়, শেষ সাধারণত প্রথমে বাঁকানো হয়। | 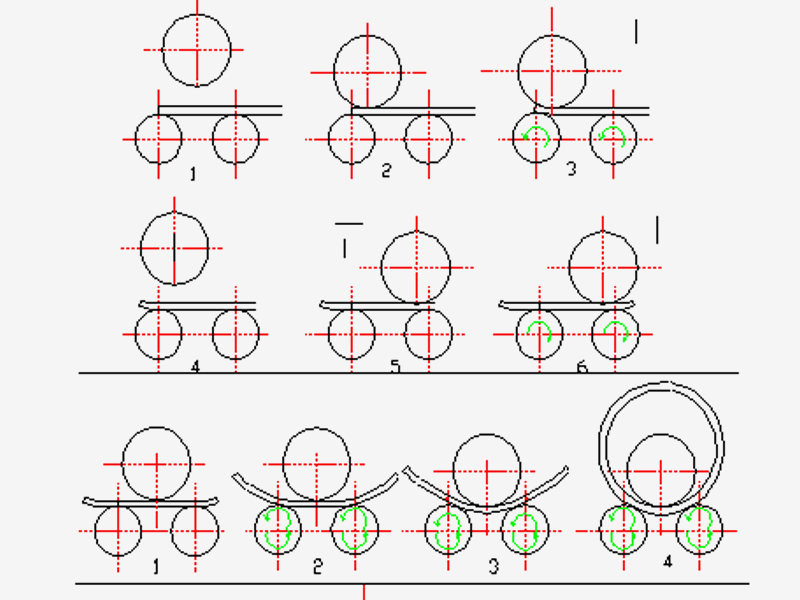 |







আমাদের সম্পর্কে
Nantong Tengzhong মেশিনারি ম্যানুফ্যাকচারিং কোং, লি. হয় চীন 3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন সরবরাহকারী এবং ই এম/ওডিএম 3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন কোম্পানি, ইয়াংজি রিভার ডেল্টার সাংহাই ইকোনমিক সেন্টারের উত্তর শাখায় অবস্থিত, নান্টং হাইয়ান সিটি লিবাও ডেভেলপমেন্ট জোন, শিয়ার মেশিন, বেন্ডিং মেশিন এবং রোলিং মেশিন এবং অন্যান্য যন্ত্রপাতি গবেষণা ও উৎপাদনের উদ্যোগ, উৎপাদন, বিক্রয় এবং পরিষেবা হিসাবে "Tengzhong" ব্র্যান্ড সিরিজের হাইড্রোলিক শিয়ারিং মেশিন, যান্ত্রিক শিয়ারিং মেশিন, হাইড্রোলিক বেন্ডিং মেশিন, হাইড্রোলিক প্লেট রোলিং মেশিন, মেকানিক্যাল প্লেট রোলিং মেশিন, হাইড্রোলিক অ্যাঙ্গেল কাটিং মেশিন, সম্মিলিত পাঞ্চিং এবং শিয়ারিং মেশিন এবং অন্যান্য ফোরজিং সরঞ্জাম উত্পাদনে বিশেষজ্ঞ কোম্পানিগুলির মধ্যে একটি। , হালকা শিল্প, বিমান চালনা, জাহাজ নির্মাণ, ধাতুবিদ্যা, উপকরণ, বৈদ্যুতিক যন্ত্রপাতি, স্টেইনলেস স্টীল পণ্য, ইস্পাত কাঠামো নির্মাণ এবং সজ্জা শিল্পে ব্যাপকভাবে ব্যবহৃত হয়।
Tengzhong যন্ত্রপাতি সবসময় "চমৎকার পণ্য উত্পাদন, নিখুঁত পরিষেবা প্রদান এবং প্রতিটি ব্যবহারকারীকে সন্তুষ্ট করার" বিকাশের ধারণাকে মেনে চলে এবং সর্বদা গ্রাহকদের জন্য চিন্তা করে এবং গ্রাহকদের আন্তরিকভাবে পরিবেশন করে। আমরা একসাথে একটি ভাল ভবিষ্যত তৈরি করতে আপনার সাথে কাজ করার জন্য উন্মুখ!
খবর
-
{আর্টিকেল আইটেম="vo" cat="news" order="1" by="time" limit="5" child="1" no_p="0" no_search="1"
page_num="5"}
-
বার্তা প্রতিক্রিয়া
এর সাধারণ অ্যাপ্লিকেশন কি 3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন জাহাজ নির্মাণ, বিমান চলাচল বা ইস্পাত কাঠামোর মতো শিল্পে?
3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন নমন এবং ঘূর্ণায়মান ধাতু প্লেট তাদের দক্ষতা এবং নির্ভুলতার কারণে বিভিন্ন শিল্প জুড়ে ব্যাপকভাবে ব্যবহৃত হয়। এখানে জাহাজ নির্মাণ, বিমান চালনা এবং ইস্পাত কাঠামোর মতো মূল শিল্পে কিছু সাধারণ অ্যাপ্লিকেশন রয়েছে:
জাহাজ নির্মাণ
হুল নির্মাণ: মেশিনটি জাহাজের হুলের জন্য বড় স্টিলের প্লেটগুলিকে নলাকার আকারে রোল করতে ব্যবহৃত হয়, কাঠামোগত অখণ্ডতা এবং সর্বোত্তম হাইড্রোডাইনামিকস নিশ্চিত করে।
ডেক এবং বাল্কহেডস: প্লেটগুলি ডেক এবং বাল্কহেড তৈরির জন্য বাঁকানো হয়, যা জাহাজের নকশার সাথে মানানসই করার জন্য সুনির্দিষ্ট বক্রতা প্রয়োজন।
ট্যাঙ্ক নির্মাণ: রোলিং মেশিন জাহাজে জ্বালানি, জল এবং অন্যান্য তরল সংরক্ষণের জন্য নলাকার ট্যাঙ্ক তৈরি করতে সাহায্য করে।
বিমান চলাচল
এয়ারক্রাফটের ফুসেলেজ: রোলিং মেশিনটি বিমানের ফুসেলেজ বিভাগ তৈরি করতে ব্যবহার করা হয়, যার জন্য বায়ুগত কার্যক্ষমতার জন্য নির্দিষ্ট বক্রতা প্রয়োজন।
উইং স্ট্রাকচার: ডানার জন্য বাঁকা উপাদান, যেমন অগ্রণী এবং পিছনের প্রান্ত, একটি 3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন ব্যবহার করে তৈরি করা যেতে পারে।
মহাকাশের উপাদান: অন্যান্য অংশ, যেমন ইঞ্জিন হাউজিং এবং কাঠামোগত ফ্রেম, মেশিনের নির্ভুল নমন ক্ষমতা থেকে উপকৃত হয়।
ইস্পাত কাঠামো নির্মাণ
স্ট্রাকচারাল বিম এবং কলাম: মেশিনটি স্থাপত্য নকশা এবং কাঠামোতে ব্যবহৃত বাঁকা বিম এবং কলাম তৈরি করতে প্লেট রোল করে, নান্দনিক আবেদন এবং কাঠামোগত সমর্থন বাড়ায়।
সেতু এবং ওভারপাস: খিলান বিভাগ এবং অন্যান্য বাঁকা কাঠামোগত উপাদান সহ সেতুগুলির জন্য উপাদান তৈরিতে প্লেট রোলিং অপরিহার্য।
ইন্ডাস্ট্রিয়াল ফ্রেমওয়ার্কস: এটি মেশিনারি সাপোর্ট এবং বিল্ডিং ফ্রেমওয়ার্ক সহ বিভিন্ন শিল্প অ্যাপ্লিকেশনের জন্য বাঁকা ফ্রেম তৈরি করতে ব্যবহৃত হয়।
ম্যানুফ্যাকচারিং এবং ফ্যাব্রিকেশন
স্টোরেজ ট্যাঙ্ক: মেশিনটি তেল এবং গ্যাস, রাসায়নিক এবং জল চিকিত্সার মতো বিভিন্ন শিল্পে ব্যবহৃত বড় স্টোরেজ ট্যাঙ্ক তৈরির জন্য প্লেট রোল করার জন্য নিযুক্ত করা হয়।
প্রেসার ভেসেল: চাপের পাত্র তৈরিতে রোলিং মেশিন অপরিহার্য যার উচ্চ চাপ সহ্য করার জন্য সুনির্দিষ্ট বক্রতা প্রয়োজন।
পাইপ এবং টিউবিং: এটি প্লাম্বিং, শিল্প এবং কৃষি অ্যাপ্লিকেশনের জন্য বড় ব্যাসের পাইপ এবং টিউবগুলিতে প্লেটগুলি রোল করতে ব্যবহার করা যেতে পারে।
আলংকারিক এবং স্থাপত্য অ্যাপ্লিকেশন
স্থাপত্য বৈশিষ্ট্য: মেশিনটি ভবনগুলির জন্য বাঁকা উপাদান তৈরি করতে পারে, যেমন খিলান, গম্বুজ এবং আলংকারিক সম্মুখভাগ।
আসবাবপত্র ডিজাইন: আসবাবপত্র শিল্পে, এটি বিভিন্ন আসবাবপত্র ডিজাইনের জন্য বৃত্তাকার ধাতব উপাদান তৈরি করতে ব্যবহৃত হয়, যা নান্দনিক আবেদন বাড়ায়।
নবায়নযোগ্য শক্তি
উইন্ড টারবাইনের উপাদান: মেশিনটি উইন্ড টারবাইনে টাওয়ার এবং ব্লেডের মতো উপাদান তৈরির জন্য প্লেট রোল করতে ব্যবহৃত হয়।
সৌর প্যানেল ফ্রেম: সৌর প্যানেলের জন্য বাঁকানো ফ্রেম তৈরি করতে রোলিং মেশিনগুলিও নিযুক্ত করা যেতে পারে, যা পুনর্নবীকরণযোগ্য শক্তি সেক্টরে অবদান রাখে।
এর বহুমুখিতা এবং নির্ভুলতা 3 রোলার হাইড্রোলিক প্লেট রোলিং মেশিন ধাতব প্লেটগুলির সঠিক নমন এবং আকৃতির প্রয়োজন এমন শিল্পগুলিতে এগুলিকে অপরিহার্য করে তোলে। তাদের অ্যাপ্লিকেশনগুলি জাহাজ নির্মাণ এবং বিমান চালনায় ভারী-শুল্ক কাঠামোগত উপাদান থেকে শুরু করে স্থাপত্য এবং পুনর্নবীকরণযোগ্য শক্তির নান্দনিক বৈশিষ্ট্য পর্যন্ত, আধুনিক উত্পাদন এবং নির্মাণে তাদের গুরুত্বপূর্ণ ভূমিকা প্রদর্শন করে৷
Copyright o Nantong Tengzhong মেশিনারি ম্যানুফ্যাকচারিং কোং, লি. All Rights Reserved.
